 Computer aided design and manufacturing (CAD/CAM) is a necessity to injection mold makers around the globe. Injection molding today is complex with precision parts requiring tight dimensional tolerances. Thermoplastic resins provide many benefits over other materials and are being used in many critical applications worldwide, including components for the Automotive, Aerospace and Medical industries. Meeting these tight tolerances with complex injection molds requires the skilled use of CAD/CAM by an experienced injection mold design engineer.
CAD/CAM Delivers for Automotive Suppliers Automotive OEMs demand the best from their suppliers, and expect perfection with zero defects, continual improvement plans and even cost reductions. In order to satisfy the demanding requirements of the Automotive industry today, injection mold makers must operate in a lean and effective manner. Michiana Global Mold utilizes the latest in technological advancements with CAD/CAM design and mold making capabilities. Our skilled design engineers have decades of experience constructing custom, precision molds used in critical applications by OEMSs worldwide. Our design engineers can quickly identify problematic dimensional areas, and address all concerns with the customer via easy file sharing. Michiana Global Mold is experienced with UniGraphics, SolidWorks, Mold Flow Analysis, and various computer aided milling machine centers. Michiana Global Mold Offers Modern Injection Mold Making View Michiana Global Mold’s Equipment List and see why we are you one stop full service injection mold making and service facility. We currently have a full lineup of EDM and Milling centers with Charmilles, Hurco and Hansvedt to name only a few of the best names in mold making machinery. We have top of the line wire EDM, grinding, turning and drilling equipment, driven by technologically advanced CAD/CAM software and equipment. Combining advanced equipment with the skill and experience of our design engineers and journeyman mold makers, we are able to offer to you high quality precision tooling, on time and within your budget. Michiana Global Mold is an ISO Registered mold making facility serving OEMs worldwide with high performing, precision injection molds for complex components. Contact us today for a FREE cost estimate of your next injection mold project requirements.
0 Comments
 The gate is the mechanism that allows the plastic resin to flow into the mold, and every plastic part design must take careful consideration of the type and the location of gates. There are various styles of gating mechanisms typically used in injection molding, and each style will have an effect on the finished product. The style of gating chosen can affect the visual appearance of the part, the likelihood of warping or sink marks, and proper packing to meet dimensional tolerances.
Avoid Defects from Gate Location To avoid defects when processing, place your gate location at the heaviest cross section for maximum fill and packing to avoid sinks and voids. Experienced mold designers will also know when to consider adding a second gate location, which may be necessary in complex geometrical shapes to obtain proper fill throughout the part. The location of the gate should allow for automatic or manual de-gating, designed with the minimal length of flow path to minimize visual flow marks. In cold runner molds, the part is usually ejected attached to the runner and gate, de-gating removes the part from the runner system. Some processes include automatic de-gating with robotic arms that grab the runner out of the mold separating it from the part or parts. Gates in Hot-Runner Tools There are basically two types of gating systems used in hot-runner tools, where the plastic is injected directly into the cavity to avoid runners altogether. In a hot-runner tool, the gate may be either a thermal (or hot-tip) gate, or a valve gate. The hot-tip gate solidifies the resin at the tip nozzle immediately upon high pressure injection into the cavity, stopping the flow of plastic to the cavity. A valve gate is used when the plastic may not solidify completely upon injection, and therefore a valve slides over to cover the nozzle tip and stop the flow of resin. Either type is effective and cost efficient when used properly in a hot-runner system mold. Michiana Global Mold is experienced with constructing cold and hot-runner tools, with various styles of gating mechanisms involved. We are skilled with determining the optimum gate location for precision molds required to produce complex geometrical parts. Michiana Global Mold has been exceeding customer expectation with high performing injection molds since 1964. We have vast experience with all types of molds and mold base components. Contact us today for a FREE design consultation and to speak with one of our knowledgeable design engineers.  A plastic injection mold designer must consider many factors when designing injection molds, including the press the mold will run in. Knowing the press specifications is very important in order for the mold to operate properly, and most efficiently during injection molding production.
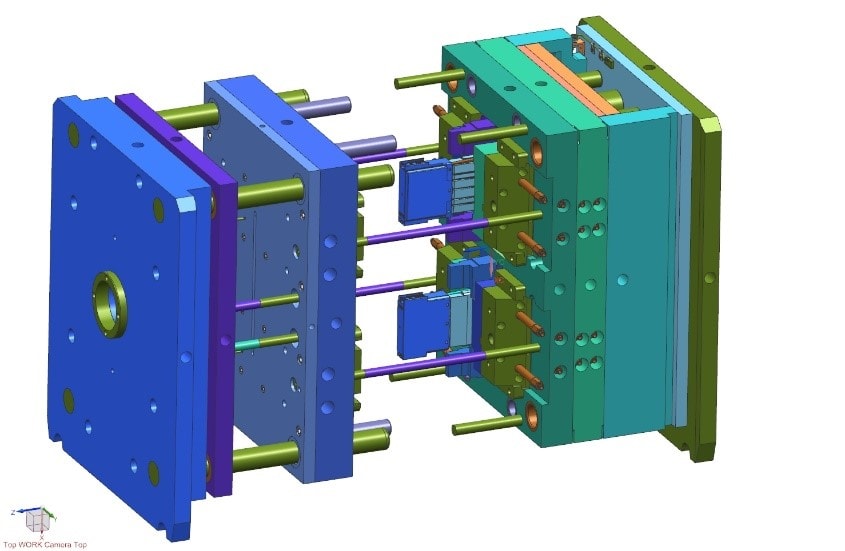
Vertical Press Clamping System The orientation of the clamping system is of course a very important consideration, as this determines whether the mold will open horizontally or vertically. A vertical molding press is used in over-molding production, also called insert molding because the molten plastic is molded around an object. An example would be an electrical wiring harness with plastic molded around a portion of it, clamps or even something like knives where the handle is molded around the metal. The insert in a vertical molding press can be either steel or even plastic. A vertical press requires molds for the top and bottom, as a vertical molding press has a rotary table which holds at least two bottom (B) sides of the mold, while the top half (A) half comes down to close on the bottom half molding the part. There is usually one top half, and at least two or more bottom sides to the mold, so that when the A side is molding the part on the back of the table, another B side is in front of an operator or a robot loading an insert into the open mold. Once molded, a robot or operator can unload the over-molded part from the mold, prior to loading new inserts into it. Constructing molds for a vertical molding press is quite different than for a horizontal molding press, even though the concept is the same. Horizontal Molding Press The most common type of injection molding operation is in a horizontal press, requiring an A side and B side, closing together on a horizontal plane to mold the parts. When the horizontal mold opens for ejection, parts usually fall into a bin below or are grabbed by a robot and taken to an inspection area. Most horizontal molding operations do not require an operator at the press, as the vertical over-molding jobs do without automated equipment. Horizontal molding presses are very efficient and non-labor intensive, with a top-quality high-performing injection mold, a horizontal molding operation can run for hours in a lights out environment. Regardless of whether the mold is for a vertical or horizontal press, the placement of water fittings and hoses is of the utmost importance in designing the tool. The clamping pressure and press tonnage are also very relevant specifications, in order for the mold designer to calculate the pressure of the molding operation while also considering the material chosen and how it will flow into critical areas. Michiana Global Mold has decades of experience designing tools for various plastic injection molding environments, meeting tight tolerances with high performing, precision custom injection molds. Download a FREE copy of our book “Design Considerations for Different Molds” for more information. Michiana Global Mold has decades of experience designing and building precision custom injection molds for various industries. Contact us today to speak with one of our knowledgeable engineers for a FREE design consultation on your mold building requirements. We can custom design molds for your applications, regardless of your molding environment. |
Archives
August 2017
Categories
All
|
 RSS Feed
RSS Feed
