 The cost of an injection mold is usually the largest part of an investment into a plastic molding process with the exception of the molding press itself. Capital equipment requires maintenance, with a preventive maintenance plan typically in place for all equipment to keep machinery and equipment running at optimum performance levels and to avoid costly repairs.
The injection mold itself is no different, operating at optimum performance when a regular preventive mold maintenance routine is performed. Each injection mold is unique to a particular program, and may be either a cold or hot runner tool, with single or multi cavities. Some injection molds run only a few times a year to produce a production run then store for a while before it is needed again, and some molds supporting high-volume requirements run continuously in the press. Performing preventive maintenance on these high-volume molds is critical to consistent part production within customer specification. The material the used in the molding process has great impact on the steel mold. A glass filled nylon, for example, will put a lot of wear and tear on the steel vs. a simple polypropylene material. Take the time to determine at which cycle intervals your mold requires cleaning, and you will continue to produce high quality parts without mold breakdown. Some preventive mold maintenance can actually be performed right there at the press, while other PM intervals require a full break-down and thorough mold cleaning. Preventive maintenance is vital for mold performance, and to meet production requirements. Take the time to determine the optimum mold maintenance regimen for your injection molds, and provide consistently molded parts within customer specifications. Michiana Global Mold is a a valuable supplier to the automotive industry, providing complex, precision molds with our ISO9001 Quality Management System. Contact us today to learn about our rebate program and to how we can save you money on your injection mold requirements.
0 Comments
 Plastic injection mold designers must consider the resin chosen for the part manufacturing when designing the mold as this plays a very important role in meeting part specifications. One characteristic of the plastic material that requires careful consideration is the cooling rate compared to the geometry of the part.
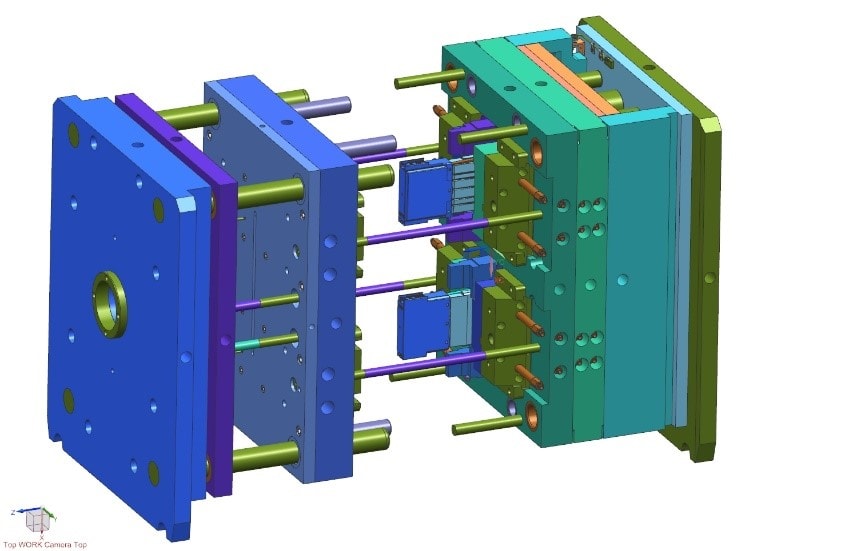
What is Sink This plays an important role in the likelihood of parts developing sinks or warps, and can have significant consequences on successfully molding parts with consistent results. The cooling rate is extremely important because as the part begins to cool it will always begin at the mold surface and move inward, toward the center. If the geometry of the part is such that the part is too thick, the center area of the part will not solidify quickly enough. This center stays molten long enough for it to cause stress on the area already solidified, pulling downward towards the center and leaving a sink mark on the outer surface. Avoid Sink in Plastic Parts with This Rule of Thumb Ribs are used to add strength to plastic parts in thin wall or critical areas, but can also cause sink marks on the exterior side of the part. When designing plastic parts to avoid sink marks, remember the basic rule to keep the thickness of the rib somewhere around 60% the thickness of the wall. Following this rule of thumb should help to avoid sink marks during the cooling process. What is Warp If a plastic part design includes areas of uneven wall thickness, stress can develop during the cooling and solidifying stage. If this stress is excessive, warps will occur where thinner sections solidify faster than thicker sections. Avoid Warp in Plastic Part Design When undue stresses due to transitions in wall thickness occur, plastic part designers can combat this by using a ramp. Designers also use gussets in corners of some geometric areas to help prevent warping. Michiana Global Mold is an injection mold design and construction company with extensive experience in designing precision tools for complex injection molded parts. Our skilled designers have vast knowledge of injection molding with various resins, and designing a mold to avoid common pitfalls in manufacturing. Contact us today for a FREE design consultation and to speak with one of our knowledgeable engineers.  When designing plastic injection molds, there are several factors to take into consideration including the molding environment in which the tool will run. Of the utmost importance in mold design is the injection molding press specified for the production operation. Some presses have either a vertical or horizontal clamping system. A vertical clamping system is typically used for shuttle molds, also referred to as insert molds, and is used for molding plastic around an insert usually made of plastic or steel. The clamping system will open, allowing an operator to place an insert in the bottom half of the mold, prior to closing allowing plastic to flow around the insert. This process is used to put a plastic or rubber like coating around an object such as knives for example, or electrical wiring harnesses requiring a housing to fit around a wire assembly. Shuttle molds for vertical clamping presses will have at least two bottom (B) halves so that the molding is occurring on one side of the press while an operator is loading inserts on the open side. This allows for maximum production even when an operator is required. The typical injection mold will have a horizontal clamping system, opening on a horizontal plane and allowing parts to fall below into a bin or straight onto a conveyor belt when ejected. Some horizontal molding operations are fully automatic and do not require an operator, once the mold is set in the press and proper parameters are set. This is a very efficient method of molding, and several molders utilize this type of operation in a lights out automatic environment. This, of course, requires a quality crafted precision tool to ensure a consistent molding process. The placement of water fitting and hoses is also of equal importance, as these lines cannot be in the way of the mold operating in the press. The tonnage and clamping pressure of the press is needed when designing the mold, and the barrel capacity is required to ensure production requirements can be met. Download a FREE copy of our book “Design Considerations for Different Molds” for more information. Michiana Global Mold has over 500 years of combined experience designing and building precision custom molds for various industries. Contact us today to speak with one of our knowledgeable engineers for a free quotation on your mold building requirements. We can custom design molds for your applications, regardless of your molding environment.  Plastic Injection Mold Design Considerations
Injection mold designers and engineers have numerous considerations when planning out the best approach for the mold design of plastic components. Plastic injection molding is used in various industries such as automotive, electronics, medical and defense, to name just a few. When the same part is required in a high volume, engineers choose injection molding to mass produce required components with consistent quality. Mold Design Derived from Part Design Every injection molder knows that in order to manufacture a quality part, to specification, you must begin with a quality tool. Injection mold builders today utilize technology such as CAD (Computer Aided Design) and Mold Flow Analysis software to provide an accurate three-dimensional image of the desired plastic part before even cutting steel. These tools provide advanced product and quality planning procedures, and assist the mold builder and the injection molder to work together in producing the part to specification. Critical Elements of the Part Design Careful evaluation of all critical dimensions is extremely important when designing a tool. Some parts are designed with thin walls that can succumb to underfill, or a hole that must be within strict tolerances per customer specifications. Knowing up front where the critical dimensions, and required strict tolerances lie is of the utmost importance when designing a tool. Some tolerances can be as tight as + or - .001 of an inch, the width of a human hair! When carving steel from a mold to meet these tight tolerances, it is important to get it right the first time. Mold Design is Influenced by the Molding Environment A mold designer must know what specific type of press the mold will run in and the properties of that press such as whether it has a vertical or horizontal clamping system. A vertical press requires shuttle molds with multiple B halves, and is typically used in over-molding, also referred to as insert molding, which is molding plastic around an object typically made of either plastic or steel. The most common type of injection molding press has a horizontal clamping system where both halves of the mold open and close on a horizontal mounting system, and parts fall into a bin below the mold when it opens and ejects them. Most injection molding presses have water fittings and lines to run through the mold for instant cooling to aid in the setting of plastic, reducing cycle time. The placement of fittings for cooling systems, electrical connectors and wiring is an important consideration for mold designer to ensure that the mold will fit and work properly in the press. Michiana Global Mold is an ISO9001:2015 Registered injection mold designing and building company. We have been supplying custom precision injection molds to various industries including automotive, medical, electronics and defense for over 52 years. Contact us today to see how we can assist you with your plastic injection mold designs. 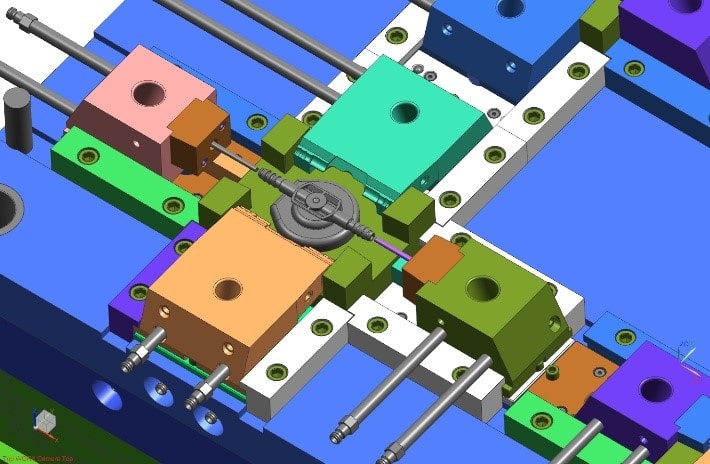 Plastic Injection Mold Designs Requiring Cam Action and Lifters
Engineers have many factors to consider when it comes to plastic injection mold designs, including cam action and the ejection system. Once a mold designer has evaluated all geometric tolerances on the part print, they will typically create a CAD (Computer Aided Design) drawing of the part to aid in the design of the tool. While reviewing part requirements and the tooling necessary to mold the part, it will become apparent if any Cam Action, or specialized ejection system is necessary. What is Cam Action Cam action refers to the mechanics necessary to create an undercut feature, a hole in a part would be an example. Cam action occurs on sliding plates that would slide in when the plastic is molding around it to create the feature such as a hole, then it must slide back out in order for the part to eject properly. If the pins or mechanics that molded the feature like a hole did not slide out of the way, the part would be lodged on that pin and would not fall out. A cam device will pull the side-action mold surface out of the way to allow ejection from the mold. Lifters and the Ejection System The ejection system is what pushes the part out of the mold after a fully formed plastic part has been molded. In some instances, some help might be required for proper ejection. This is where lifters would be included as a mechanism in the ejector system. A lifter is an angled feature that is part of the ejector plate system, and is activated upon ejection. The ejection system has several considerations during the injection mold design. The ejection pattern and stroke of the press must correspond with the mold design. Proper location of ejection pics is crucial to properly eject the mold without damaging the finished part. In some instances, lifters are the only option to ensure proper ejection. Michiana Global Mold is an ISO9001:2015 Registered injection mold designing and building company. We have been supplying custom precision injection molds to various industries including automotive, medical, electronics and defense for over 52 years. Contact us today to see how we can assist you with your plastic injection mold designs. 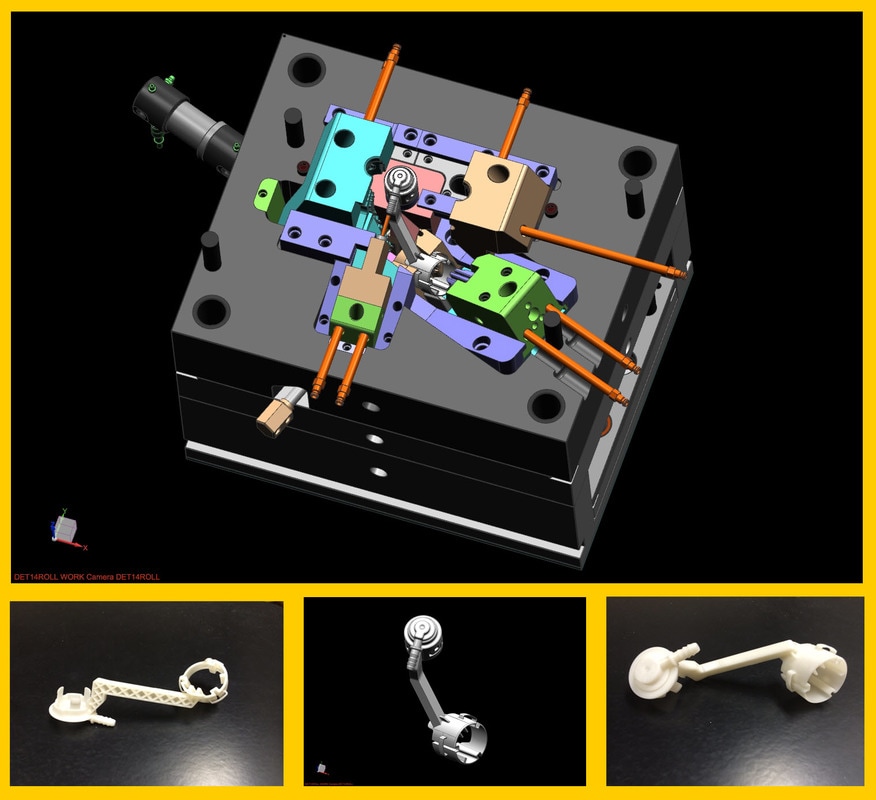
Plastic Injection Mold Making has been around since the late 1800’s when a man named John Wesley Hyatt first invented a way to inject celluloid into a mold to make billiard balls. In 1872, John and his brother improved the process and patented the first injection molding machine, which was quite primitive by today’s standards but the concept of injecting plastic through a heated cylinder into a mold was born. Plastic injection molded parts grew in popularity during the 1940’s as World War II created a huge demand for mass-produced, inexpensive products. In 1946, James Hendry built the first screw injection molding machine, revolutionizing the industry. Plastic Injection Molding has evolved over the years and today this manufacturing process supplies products for all industries including consumer, toys, plumbing, packaging, construction, automotive, aerospace and medical. Part Design As mentioned above, a wide variety of parts are made out of plastic and more and more parts that are currently made of another material are moving to plastic as a more economical option without jeopardizing part functionality. For example, law enforcement and military agencies use plastic bullets for target practice, gun parts that were historically made of metal are now being molded in plastic. Plastic has the rare ability to take the shape and form of almost anything you want it to be. Parts can be molded with glass filled nylons for added durability. Some plastic parts are used in engine and braking systems in automobiles and can withstand extreme temperatures. Some plastic injection molded parts feel more like rubber and are used in a variety of items. Plastic can be colored to mold in any color desired, UV protection can be added to avoid color distortion. Very complex moving interior parts with several precise geometric designs are usually manufactured with plastic injection molding. Tool Design Once a molder has the part design, the next phase is to design the tool that can produce the part. A mold built for mass production should always be built with class A hardened steel, but some prototypes are made of less durable steel as they are interim molds. A reputable plastic injection mold maker will help guide their customer to choose the best type of mold for the job. In some cases, just one cavity can be completed in a full size mold to be used as a prototype, allowing time to perfect the process prior to building all cavities in a multi-cavity mold. Michiana Global Mold uses only Class A steel for the majority of their tool builds. Michiana Global Mold’s engineering mold designers and tool makers can help to guide the customer throughout the mold build phase. Using CAD software along with decades of experience, Michiana Global Mold knows the best way to tackle even the most complex of tool designs, specializing in injection molds for the automotive industry. Horizontal and Vertical Plastic Injection Molds The majority of injection molding machines are horizontal, which means the mold opens and closes on a horizontal path. Molten plastic is injected into the mold along the horizontal path through a heated barrel and screw. When the mold opens and the parts eject, gravity assists with the parts falling out of the mold to the staging location. These presses can often run without an operator once the mold is set and the process is running smoothly. These are less labor intensive than vertical molding machines, which usually require an operator or a robotic arm. Vertical presses are used to mold plastic around an insert of another type of material, usually steel or another hardened part. This process is referred to as overmolding, or insert molding. In this type of press, the mold open and closes on a vertical path, allowing the operator to reach in and grab the parts out of the cavities, and load inserts in cavities to prepare for the next overmold cycle. Michiana Global Mold. is a plastic injection mold maker with extensive experience in both horizontal and vertical molding. With a wide selection of state-of-the-art milling centers, we’ve got what it takes to construct quality complex molds, on time and in budget. Michiana Global Mold has been in the plastic injection mold making business since the 1962, and employs a cross functional staff with extensive knowledge in part design, tool design, and the molding process regardless of the type of mold, resin, or press needed. Contact Michiana Global Mold today to see how we can reduce your plastic injection molded project costs. |
Archives
August 2017
Categories
All
|
 RSS Feed
RSS Feed
