 The cost of an injection mold is usually the largest part of an investment into a plastic molding process with the exception of the molding press itself. Capital equipment requires maintenance, with a preventive maintenance plan typically in place for all equipment to keep machinery and equipment running at optimum performance levels and to avoid costly repairs.
The injection mold itself is no different, operating at optimum performance when a regular preventive mold maintenance routine is performed. Each injection mold is unique to a particular program, and may be either a cold or hot runner tool, with single or multi cavities. Some injection molds run only a few times a year to produce a production run then store for a while before it is needed again, and some molds supporting high-volume requirements run continuously in the press. Performing preventive maintenance on these high-volume molds is critical to consistent part production within customer specification. The material the used in the molding process has great impact on the steel mold. A glass filled nylon, for example, will put a lot of wear and tear on the steel vs. a simple polypropylene material. Take the time to determine at which cycle intervals your mold requires cleaning, and you will continue to produce high quality parts without mold breakdown. Some preventive mold maintenance can actually be performed right there at the press, while other PM intervals require a full break-down and thorough mold cleaning. Preventive maintenance is vital for mold performance, and to meet production requirements. Take the time to determine the optimum mold maintenance regimen for your injection molds, and provide consistently molded parts within customer specifications. Michiana Global Mold is a a valuable supplier to the automotive industry, providing complex, precision molds with our ISO9001 Quality Management System. Contact us today to learn about our rebate program and to how we can save you money on your injection mold requirements.
0 Comments
 Ribs are often used to add strength and stiffness to plastic parts in critical areas or geometric designs where thin walls exist. This makes the part stronger with added support but can also cause sink marks on the exterior side of the part, where the rib comes together to meet the main wall in the part design. When using ribs to add support, remember the general rule that the rib should not be more than 60% of the wall thickness. Adding ribs to an injection mold design will increase costs, and may require EDM processes.
Working with an experienced injection mold manufacturer will give you the best value for your investment. Skilled journeyman mold makers and experienced injection mold design engineers will have the best knowledge of where to place ribs for added support and how this will affect the tool design, and the cost. Mold making companies today can provide you with a two-dimensional computer aided design to show you exactly how your injection mold will produce the required plastic part, and alert you to any problematic areas ahead of time. Bosses are a very common feature in many plastic parts, and comes from the word emboss, which means a raised stamp or design, standing out on the surface. Bosses that are designed with too thick dimensions can cause sink marks similar to the use of ribs. Utilizing the proper ratio of ribs to bosses a molder can reduce or eliminate unsightly sink marks caused by either feature. Ribs used to connect boss areas to a side wall can add strength while avoiding sink marks. Sharp corners are another area where excessive stress can concentrate and adding small radii feature in this area can strengthen the corner and reduce excessive stress. Michiana Global Mold is a full-service mold design and construction company, with vast experience in all types of molds. We offer an ISO registered Quality System, state-of-the-art domestic mold building facility with off-shore partner, and decades of experience with precision, complex tooling. Contact us today for a FREE design consultation and to speak with one of our highly skilled design engineers.  Plastic injection mold designers must consider the resin chosen for the part manufacturing when designing the mold as this plays a very important role in meeting part specifications. One characteristic of the plastic material that requires careful consideration is the cooling rate compared to the geometry of the part.
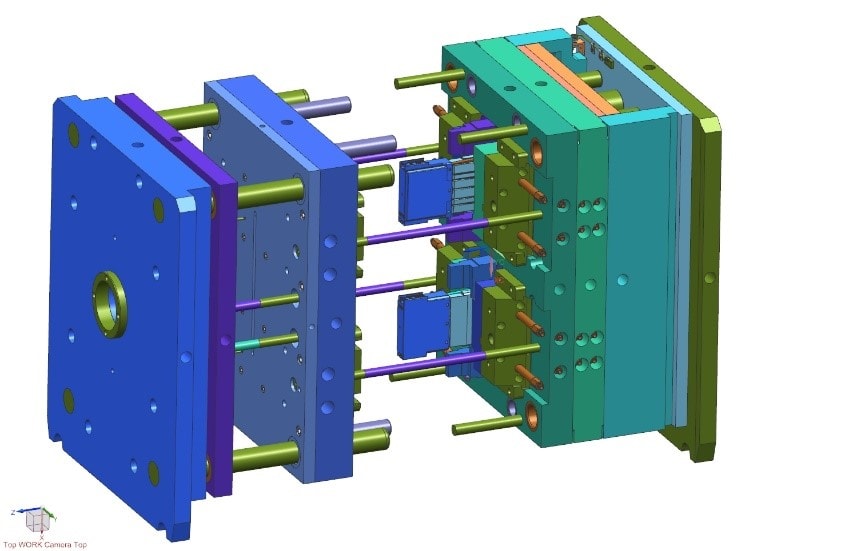
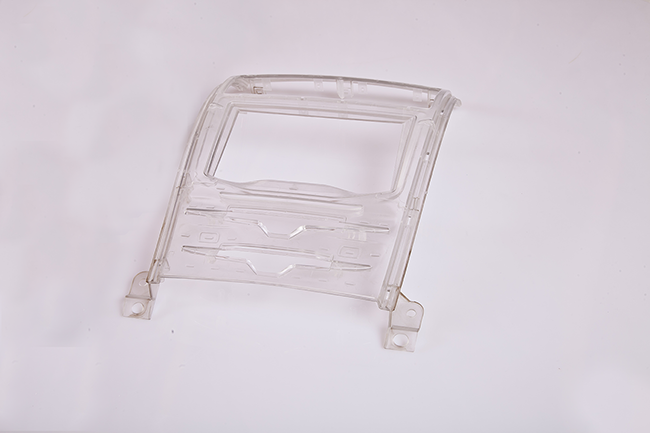
What is Sink This plays an important role in the likelihood of parts developing sinks or warps, and can have significant consequences on successfully molding parts with consistent results. The cooling rate is extremely important because as the part begins to cool it will always begin at the mold surface and move inward, toward the center. If the geometry of the part is such that the part is too thick, the center area of the part will not solidify quickly enough. This center stays molten long enough for it to cause stress on the area already solidified, pulling downward towards the center and leaving a sink mark on the outer surface. Avoid Sink in Plastic Parts with This Rule of Thumb Ribs are used to add strength to plastic parts in thin wall or critical areas, but can also cause sink marks on the exterior side of the part. When designing plastic parts to avoid sink marks, remember the basic rule to keep the thickness of the rib somewhere around 60% the thickness of the wall. Following this rule of thumb should help to avoid sink marks during the cooling process. What is Warp If a plastic part design includes areas of uneven wall thickness, stress can develop during the cooling and solidifying stage. If this stress is excessive, warps will occur where thinner sections solidify faster than thicker sections. Avoid Warp in Plastic Part Design When undue stresses due to transitions in wall thickness occur, plastic part designers can combat this by using a ramp. Designers also use gussets in corners of some geometric areas to help prevent warping. Michiana Global Mold is an injection mold design and construction company with extensive experience in designing precision tools for complex injection molded parts. Our skilled designers have vast knowledge of injection molding with various resins, and designing a mold to avoid common pitfalls in manufacturing. Contact us today for a FREE design consultation and to speak with one of our knowledgeable engineers.  When designing plastic injection molds, there are several factors to take into consideration including the molding environment in which the tool will run. Of the utmost importance in mold design is the injection molding press specified for the production operation. Some presses have either a vertical or horizontal clamping system. A vertical clamping system is typically used for shuttle molds, also referred to as insert molds, and is used for molding plastic around an insert usually made of plastic or steel. The clamping system will open, allowing an operator to place an insert in the bottom half of the mold, prior to closing allowing plastic to flow around the insert. This process is used to put a plastic or rubber like coating around an object such as knives for example, or electrical wiring harnesses requiring a housing to fit around a wire assembly. Shuttle molds for vertical clamping presses will have at least two bottom (B) halves so that the molding is occurring on one side of the press while an operator is loading inserts on the open side. This allows for maximum production even when an operator is required. The typical injection mold will have a horizontal clamping system, opening on a horizontal plane and allowing parts to fall below into a bin or straight onto a conveyor belt when ejected. Some horizontal molding operations are fully automatic and do not require an operator, once the mold is set in the press and proper parameters are set. This is a very efficient method of molding, and several molders utilize this type of operation in a lights out automatic environment. This, of course, requires a quality crafted precision tool to ensure a consistent molding process. The placement of water fitting and hoses is also of equal importance, as these lines cannot be in the way of the mold operating in the press. The tonnage and clamping pressure of the press is needed when designing the mold, and the barrel capacity is required to ensure production requirements can be met. Download a FREE copy of our book “Design Considerations for Different Molds” for more information. Michiana Global Mold has over 500 years of combined experience designing and building precision custom molds for various industries. Contact us today to speak with one of our knowledgeable engineers for a free quotation on your mold building requirements. We can custom design molds for your applications, regardless of your molding environment. 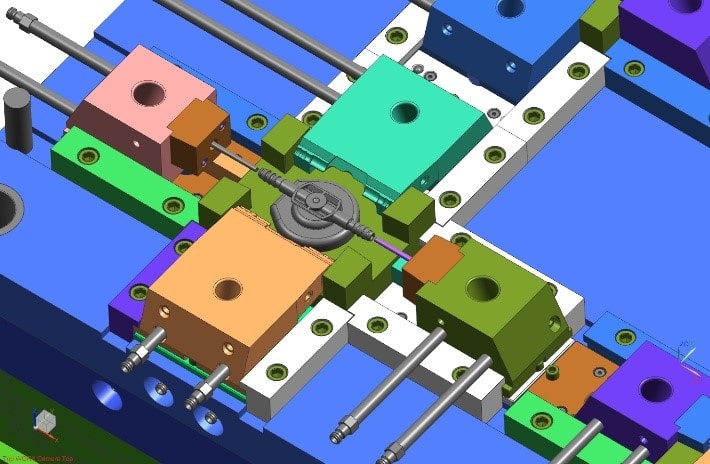 Plastic Injection Mold Designs Requiring Cam Action and Lifters
Engineers have many factors to consider when it comes to plastic injection mold designs, including cam action and the ejection system. Once a mold designer has evaluated all geometric tolerances on the part print, they will typically create a CAD (Computer Aided Design) drawing of the part to aid in the design of the tool. While reviewing part requirements and the tooling necessary to mold the part, it will become apparent if any Cam Action, or specialized ejection system is necessary. What is Cam Action Cam action refers to the mechanics necessary to create an undercut feature, a hole in a part would be an example. Cam action occurs on sliding plates that would slide in when the plastic is molding around it to create the feature such as a hole, then it must slide back out in order for the part to eject properly. If the pins or mechanics that molded the feature like a hole did not slide out of the way, the part would be lodged on that pin and would not fall out. A cam device will pull the side-action mold surface out of the way to allow ejection from the mold. Lifters and the Ejection System The ejection system is what pushes the part out of the mold after a fully formed plastic part has been molded. In some instances, some help might be required for proper ejection. This is where lifters would be included as a mechanism in the ejector system. A lifter is an angled feature that is part of the ejector plate system, and is activated upon ejection. The ejection system has several considerations during the injection mold design. The ejection pattern and stroke of the press must correspond with the mold design. Proper location of ejection pics is crucial to properly eject the mold without damaging the finished part. In some instances, lifters are the only option to ensure proper ejection. Michiana Global Mold is an ISO9001:2015 Registered injection mold designing and building company. We have been supplying custom precision injection molds to various industries including automotive, medical, electronics and defense for over 52 years. Contact us today to see how we can assist you with your plastic injection mold designs.  Hot runner molds is a generally effective method of mold making that has less scrap (sometimes the process has no scrap) due to keeping the plastic is kept above the melting temperature. Because it is more effective, it tends to be a bit more expensive than other types of molds, particularly cold runner molds. The overall savings makes up for the cost if you have large quantities to produce or if you need quick production.
Components and Process All hot runner mold systems include two plates to complete the process quickly. It is composed of the manifold and drops. The purpose of the manifold is to convey the plastic to an area above the cavity. Running perpendicular to the manifold are the drops, which move the plastic from the manifold to the part. Systems have some variations based on the method of heating the plastic. Things to Consider In addition to reducing the waste, hot runner molds have a quicker cycle time. Robotics are common in many molding processes, but you will not need as many for a hot running system. Large parts are typically best when made with hot runner molds because these molds can better accommodate the size. However, if you have a more limited budget or fewer parts, you can save on the cost by using a cold runner system. If color is important and you are likely to need to change it frequently, hot runner systems will not be able to make the change easily. |
Archives
August 2017
Categories
All
|
 RSS Feed
RSS Feed
